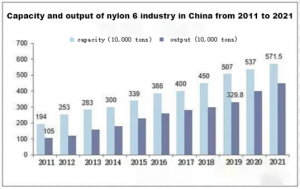
In 2021, China’s PA6 production capacity is 5.715 million tons, and it is expected to reach 6.145 million tons in 2022, with a growth rate of 7.5%. China’s PA6 has a high degree of localization. Globally, about 55% of PA6 slices are used for fibers, and about 45% are used for engineering plastics and films for automobiles, electronics, railways, etc. The total consumption of PA6 in China in 2021 is 4.127 million tons, about 20% of which is used for engineering plastics.

PA nylon black granular material
From 2021 to 2022, the price of the PA6 also went through several roller coaster ups and downs.

Nylon 6(PA6), also known as polyamide 6, nylon 6, its mechanical strength and crystallization is good, and has the characteristics of corrosion resistance, wear resistance. It has been widely used in automobile industry, rail transit, film packaging, electronic appliances and textile. Although its comprehensive performance is excellent, it also has a series of shortcomings. For example, PA6 does not have strong acid and alkali resistance, and the impact strength is not high at low temperature and dry state. The existence of hydrophilic base will cause a higher water absorption rate, and the elastic modulus, creep resistance, impact strength and so on will be greatly reduced after water absorption, thus affecting the dimensional stability of products and the electrical properties of products. Therefore, it is necessary to study the modification of PA6.
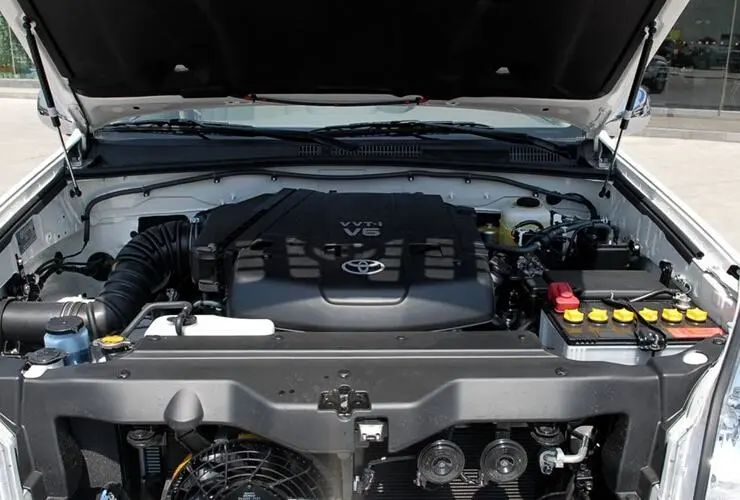 PA6 used in automobiles
PA6 used in automobiles
 PA6 used in textile
PA6 used in textile
- PA6 performance
The raw material of PA has a broad source, which is the basis of its large-scale industrial production. Due to the regular arrangement of molecular structure, PA can form many hydrogen bonds between macromolecules, so it has high crystallinity. At the same time, it also has outstanding characteristics in mechanical properties, chemical properties, thermal properties and other aspects, including:
(1)High tensile strength and bending strength;
(2)good impact resistance;
(3)High heat resistance;
(4)It has the characteristics of wear-resisting and self-lubrication, which is incomparable to metal materials.
(5)Good swelling resistance and corrosion resistance to chemical solvents and drugs;
(6)Good flow processing, available injection molding, extrusion, blow molding and other methods for product processing;
(7)Excellent barrier performance;
(8)With high chemical activity, the polar groups can react with monomers and polymers containing polar groups to form new polymer compounds.
In order to give PA6 stronger mechanical properties, a variety of modifiers are often added, among which the most common additive is glass fiber. Elastomer or synthetic rubber such as POE, SBR, or EPDM is usually added to give PA6 stronger impact resistance. If there are no additives in the PA6 product, the plastic raw material has a shrinkage rate of 1% to 1.5%, and the addition of glass fiber gives a product with a shrinkage rate of 0.3%. Among them, the moisture absorption and crystallinity of the material are the main factors that determine the shrinkage rate of the molding assembly, and the process parameters such as the design of plastic parts and wall thickness also have a functional relationship with the actual shrinkage rate.

Glass fiber

POE elastomer
The drying treatment of PA6 for injection molding is easy to absorb water, so it must be attached great importance to the drying treatment before the actual processing. If the supplied material is wrapped in waterproof material, the container should be maintained in a closed state. When the humidity is greater than 0.2%, the hot air should be selected for continuous drying at no less than 80℃ for 16h; If the material is exposed to the air for at least 8h, it should be vacuum dried at 105℃ for more than 8h.
- The production process of PA6
1.Two-stage polymerization
Two-stage polymerization is mainly divided into two stages: front polymerization and back polymerization. Generally, it is suitable for the production of high viscosity products such as industrial cord fabric silk. The two-stage polymerization mainly includes three methods: pre – and post-normal pressure polymerization, Pre-pressurization and post-decompression polymerization and pre-high pressure polymerization and post-normal pressure polymerization. Among them, the decompression polymerization method involves large investment and high cost, followed by pre-high pressure polymerization and post-normal pressure polymerization. pre – and post-normal pressure polymerization has low cost and does not require much investment.
2. Atmospheric continuous polymerization method
Continuous polymerization under atmospheric pressure is applicable to the production of PA6 civil silk, among which the production process of NOY Company in Italy is the most representative. The method is characterized by large-scale continuous polymerization at 260℃ for 20h. Slices were obtained in the hot water countercurrent stage. After the oligomers were dried by nitrogen gas, the monomers were recovered by extraction, and the continuous evaporation and concentration process was introduced at the same time. This method has outstanding continuous production performance, can obtain high quality products, high yield, and does not occupy too large area in practical application, is a typical civil silk production process.
3.Intermittent hydrolysis polymerization
The batch hydrolysis polymerization method uses pressure resistant polymerization kettle. This method is suitable for the production of multi-variety and small batch engineering plastic grade slices. One-time feeding, after the reaction (one-time discharge) with nitrogen pressure cut, extraction, after drying to prepare PA6. The batch polymerization process can be divided into three stages: the first stage is water unraveling ring polycondensation; The second stage is vacuum polymerization; The third stage is the equilibrium reaction.
Batch polymerization is suitable for the production of many varieties of small batch products, can produce different viscosity products and copolymerization PA, but the raw material consumption is higher than continuous polymerization, the production cycle is longer, the product quality repeatability is poor.
4.Twin-screw extrusion continuous polymerization process
Twin-screw extrusion continuous polymerization process is a new technology developed in recent years. It adopts anionic catalytic polymerization and caprolactam is activated by dehydration and then continuously enters twin-screw extruder. In the twin-screw extrusion, the reaction material moves along the axial direction with the rotation of the screw, and its relative molecular mass continues to increase. The low molecular material is extracted by the vacuum system of the twin-screw extruder, and the polymer is cooled and sliced, dried and packed.
The process has the characteristics of short production flow and simple production process, and the unreacted monomer with low relative molecular weight can be directly recycled after being extracted from the reaction system, and the monomer content of the product is very low, without extraction. Slice water is low, drying time is short, can greatly reduce energy consumption. At the same time, the relative molecular weight of the product can be controlled by the residence time of the material in the twin-screw extruder.
- Study on modification of PA6
1.Enhanced modification
Due to the existence of hydrogen bonds in PA6 molecules, its flexibility and strength will inevitably be affected. With the increase of hydrogen bond density, the mechanical strength of PA6 will be correspondingly increased. The more carbon atoms there are, the longer the flexible chain, the more resilient it is. The mechanical properties of PA6 composites can be enhanced by adding glass fiber. The tetragonal zno whisker has a very high tidiness. Based on this, the results of the study on the enhancement effect of the zno whisker on the casting PA show that the composite has the highest tensile strength when the whisker content is 5%, and increasing the whisker content will reduce the heat resistance and water absorption of the material. The fly ash was treated with silane coupling agent and then filled into the cast PA6 product for modification. The final product had better thermal stability, shrinkage rate and water absorption.
2.Flame retardant modification
The oxygen index of PA6 is 26.4, which is flammable material. National laws and regulations clearly require the flame retardancy of polymer materials, so it is necessary to attach great importance to the flame retardancy modification of PA6 when it is used in electricity-related products. The flame retardancy of aluminum hypophosphate is relatively good in the materials prepared by blending various metal hypophosphate salts with PA6. When the content of aluminum hypophosphate is 18%, the burning loss of the material can reach 25, and UL94 can reach V-0 grade.
Melamine cyanuric acid (MCA) modified with red phosphorus can be used as the flame retardant of PA6. Red phosphorus can hinder the formation of large planar hydrogen bond network between melamine and cyanuric acid, thus refining MCA, and MCA can form carbon under the action of red phosphorus. Therefore, modified MCA can play a flame retardant role in the condensation phase and gas phase, which is conducive to the improvement of flame retardant property of PA6. The limiting oxygen index (LOI) of the composite was improved by adding guanidine sulfonic acid into PA6 matrix by melt blending method. The vertical combustion test showed that the yield of molten droplets was significantly reduced compared with that of pure PA6 when the addition of guanidine sulfonic acid was 3%, and the grade of UL94 was increased to V-0 when the addition of Guanidine sulfonic acid was not less than 5%.
 Red phosphorus
Red phosphorus
3.Toughening modification
The toughened and modified PA can be obtained by adding the ductile resin or elastomer to the PA resin and then blending and extrusion.When the toughening agent is polarized SBS, the toughening blend system of polarized SBS and PA6 is obtained by mechanical melting blending method. When the amount of polarized SBS is increased, the notch impact strength of the system and the flexibility of the material will also be improved. Compared with PA6 and EPDM composites, EPDM grafted with maleic anhydride has better rubber and plastic compatibility and higher toughness. When the dosage of EPDM grafted with maleic anhydride was 15%, the blended material had 9 times more notched impact strength than PA6 material.
 SBS toughening agent
SBS toughening agent
Photo source: Guofeng Rubber and Plastic
4.Filling modification
The economical filler is added into the PA resin, and the modified composite PA material can be obtained after blending and extrusion. Using silicon carbide as thermal conductivity filler, coupling agent KH560 and epoxy resin E51 to treat the surface of the filler, by twin-screw extrusion blending process, the thermal conductivity PA composite material has excellent performance. When the filling amount of thermal conductivity filler, PA6 chain extension and surface treatment change, the crystallization, heat resistance, mechanical and thermal conductivity properties of the composite will also change.

Silicon carbide
The composite product obtained from PA6 and organic montmorillonite treated by melt blend injection molding has excellent friction and wear, heat resistance and mechanical properties. The filler is aluminum powder, the substrate is copolymerized PA6 and PA66, and the composite material can be prepared by melt blending. When the content of aluminum powder increases, the tensile strength of the composite increases first and then decreases, and the bending modulus gradually increases, while the impact strength decreases. After filling fly ash microbeads in PA6, the hardness, impact and tensile strength of the material can be greatly improved, and the product can be endowed with better stability.
5.PA alloy
PA6 alloy belongs to a multi-component system, most of which are composed of at least two kinds of polymers, among which blends polymer, graft copolymer and block copolymer are widely used. PA6 and maleic anhydride grafted polypropylene (PP-g-MAH) after blending the composite material, the water absorption rate is much lower than PA6, and has far higher impact strength than PA6.
 Low odor maleic anhydride grafted polypropylene
Low odor maleic anhydride grafted polypropylene
The grafted low density polyethylene (LDPE), maleic anhydride (MAH) and initiator diisopropyl benzene peroxide (DCP) can be prepared by mixing low density polyethylene (LDPE), maleic anhydride (MAH) and diisopropyl peroxide (DCP) in proportion. Then, the blend of LDpe-g-mah and PA6 can be prepared by melting blending method combined with a small amount of PA6. When the dosage of maleic anhydride was 1.0, the blends with the best tensile strength could be obtained. When the dosage of maleic anhydride was maintained at 1.0 part, the change of DCP dosage would not have too much effect on the properties of the blend. When the dosage of DCP was 0.6, the optimal tensile strength of the blend could be obtained.
Past examples of PA6 aggregation technology include Switzerland’s Inventa, Italy’s NOY, and Germany’s Kart Fischer and Zimmer. On the basis of actively learning from foreign advanced technology and experience, our country draws on, draws on and introduces a large amount of modern equipment (such as VK tubes and other core technologies), substantially improves the production technology and processes of PA6 and gets closer to the direction of international development (however, key additives such as TiO2 and SEED still need to be introduced).
The polymerization capacity of PA6 in China has maintained a rapid expansion trend, with the production capacity far exceeding that of PA66. At the present stage, the modification research of PA6 is mainly about strengthening, toughening, flame retardant, filling and anti-fouling (by introducing strong electronegative groups into the PA6 molecular chain, shielding its combination with acidic dyes, so as to achieve anti-fouling). Although this kind of modification is basically carried out by blending special materials, the modification methods of extrusion and reaction are also suitable. With the further development of modern technology, nano materials can be introduced to modify PA6 to obtain modified PA6 materials with high hardness, high strength, high toughness, high temperature resistance and electroplating, so as to effectively meet the needs of various fields.
SYNTHOLUTION TECH.Committed to the research and development of nylon modifier, production, accounting for 30% of the domestic market share, actively explore overseas markets, welcome customers inquiries.
For inquiry please contact:little@syntholution.com
Post time: Mar-16-2023